
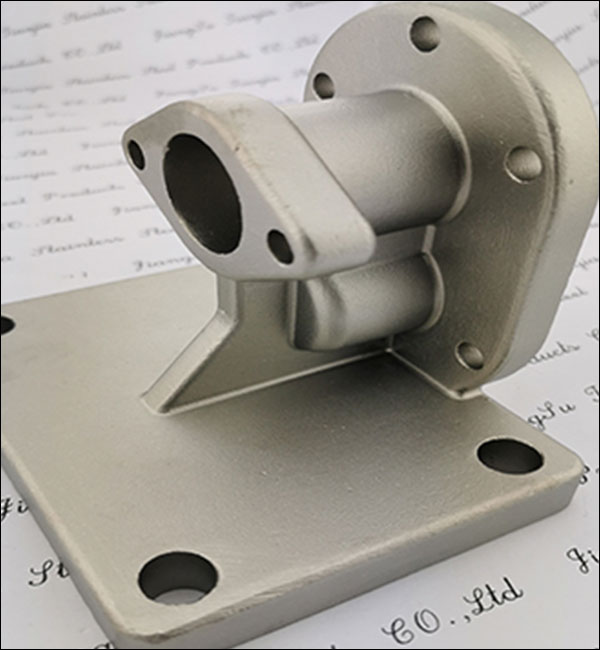
Ливење од нехрђајућег челика
Услуге ливења од нерђајућег челика - Прилагођено ливење делова од легуре нерђајућег челика, Кина
ИАТФ 16949 ЦЕРТИФИЦИРАНА ИЗЛОЖБА ЗА СУСЛОВЕ
Шта је ливење од нерђајућег челика? Прецизно ливење од нехрђајућег челика или ливење путем улагања, поступак силиконског раствора. То је поступак ливења са малим резањем или без резања. То је одлична процесна технологија у ливничкој индустрији. Има широк спектар примена. Није погодан само за ливење различитих врста и легура, већ такође производи одливке са тачношћу димензија. Квалитет површине је виши од осталих начина ливења, па чак и сложени, отпорни на високе температуре и тешко обрадиви одливци тешко ливење другим методама ливења може се ливењем инвестиционим ливењем.
Предности материјала од нерђајућег челика (ливење делова од нерђајућег челика):
- Веома велика затезна чврстоћа
- Одлична отпорност на хабање и корозију
- Добра способност обликовања и заваривања
- Хигијенски са одличним средством за чишћење
- Добре перформансе на високим / ниским температурама
Ако тражите професионалног добављача ливења за висококвалитетно ливење делова од нерђајућег челика, Мингхе је један од најприступачнијих и најспособнијих произвођача, специјализован за поступак ливења од нерђајућег челика на напредној опреми за ливење. Са великим искуством и широким знањем, наша опрема за ливење може достићи изузетно уске толеранције у масовној производњи делова и производа за ливење од нехрђајућег челика. Наши искусни пројектни инжењери и машинери пажљиво ће анализирати ваш пројекат и обрадити га најефикаснијим поступком ливења како би се задовољиле ваше пројектне спецификације, а истовремено оптимизовали ваше време и трошкове. Радимо са великим избором врста нерђајућег челика како бисмо произвели све и прилагођено ливење изгубљеног воска на деловима од нерђајућег челика за више индустрија. Молимо вас да нас контактирате за ливење и обраду одређених материјала.



Обратите се данас нашем инжењеру за ливење делова од нерђајућег челика како бисте разговарали о специфичностима ваших сложених пројеката.
Ливење од нехрђајућег челика
Већ 1910. године откривено је да када садржај Цр у челику пређе 12%, он има добру отпорност на корозију и оксидацију. Поред тога што садржи више од 12% Цр, типични нерђајући челик садржи и један или више легирајућих елемената, као што су Ни, Мо, Цу, Нб, Ти и Н2.
Ливење од нерђајућег челика није погодно само за ливење различитих врста и легура, већ такође производи одливке веће тачности димензија и квалитета површине од осталих метода ливења. Чак је и друге методе ливења тешко изливати сложене, отпорне на високе температуре и тешко их је обрађивати. , Може се ливети улагањем у ливење.
Такозвани поступак ливења за инвестирање је једноставно коришћење топљивих материјала (попут воска или пластике) за израду топљивог модела (који се назива инвестиција или модел), наношење неколико слојева посебних ватросталних премаза на њега, а затим сушење и очвршћавање . Након формирања интегралне љуске, помоћу паре или вруће воде растопите модел из љуске, а затим ставите љуску у песковину, напуните калуп сувим песком око ње и на крају ставите калуп у пећ за пржење кроз пржење на високој температури (ако се користи калуп високе чврстоће, љуска калупа након демонтирања може се директно отпустити без моделовања). Након отпуштања калупа или калупа, у њега се сипа растопљени метал да би се добио одливак.
Тачност димензија инвестиционих одливака је релативно висока, углавном до ЦТ4-6 (ЦТ10 ~ 13 за ливење песка и ЦТ5 ~ 7 за ливење под притиском). Наравно, због сложеног процеса ливења улагања, постоји много фактора који утичу на тачност димензија одливака, попут калупа. Скупљање материјала, деформација калупа за улагање, линеарна промена шкољке у процесу грејања и хлађења, скупљање легуре и деформација одливака током процеса очвршћавања итд., Тако да димензионална тачност уобичајени одливци за улагања су високи, али његову конзистентност ипак треба побољшати (конзистенцију величине одливака са восковима средње и високе температуре треба знатно побољшати).
Приликом пресовања калупа за улагање користи се тип притиска са великом површинском глаткошћу шупљине, тако да је и површинска глаткост калупа релативно висока. Поред тога, шкољка је направљена од ватросталне превлаке направљене од специјалног високотемпературног лепка и ватросталног материјала, који је пресвучен на калупу за улагање, а унутрашња површина шупљине која је у директном контакту са растопљеним металом има висока глаткоћа. Стога је површина завршног одливака виша од оне код општег одливака, која генерално достиже Ра.1.6 ~ 3.2μм.
Највећа предност ливења у улозима је та што се због тога што уливци за одливке имају високу тачност димензија и површинску завршну обраду рад на обради може смањити, али на деловима са већим захтевима може се оставити само мала количина додатка за обраду, па чак и неки одливци имају само Леаве додатак за брушење и полирање, а може се користити без механичке обраде. Може се видети да употреба методе ливења улагањем може уштедети много опреме алатних машина и радне сате обраде и у великој мери уштеде металне сировине.
Још једна предност инвестиционог начина ливења је у томе што може изливати сложене одливке од различитих легура, посебно одливке од високотемпературних легура. На пример, оштрица млазног мотора, његов модернизовани профил и шупљина за хлађење, тешко могу да се формирају технологијом обраде. Производња поступком ливења путем улагања не само да може постићи масовну производњу, осигурати конзистентност одливака, већ и избећи концентрацију напона заосталих трагова ножа након обраде.
Материјал за ливење од нерђајућег челика
Ливени нерђајући челик се генерално може поделити у три категорије, наиме, мартензитни нерђајући челик средње и високе чврстоће за инжењерске конструкције, нерђајући челик отпоран на корозију и нерђајући челик отпоран на топлоту.
- Мартензитни нерђајући челик средње и високе чврстоће: укључујући мартензитни нерђајући челик и нерђајући челик који очвршћава од падавина. У инжењерским применама, механичка својства су главни показатељ, а отпоран је на атмосферске подлоге и блаже корозивне подлоге (попут воде и одређених органских супстанци). Добра корозија. Металографска структура је ниско-угљенични летвени мартензит.
- Нерђајући челик отпоран на корозију: познат и као нерђајући и отпоран на киселине челик. Углавном процењује његову отпорност на корозију. Може се поделити у две категорије: хром нерђајући челик и никл-хром нерђајући челик. Главни фактори који утичу на отпорност на корозију нерђајућег челика су садржај угљеника и количина исталожених карбида. Угљеник је углавном врло низак, обично мањи од 0.08%.
- Отпорни на топлоту нерђајући челик: За нерђајући челик отпоран на топлоту, с обзиром да механичке особине на високој температури зависе од стабилне фазе преципитације карбида у челику, садржај угљеника је већи од садржаја отпорног на корозију челика, око 0.20% или више. Температура отпорна на високолегиране одливке челика отпорне на топлоту може достићи и преко 650 ℃
Прецизно ливење делова од нерђајућег челика постаје избор за многе индустрије због својих пожељних физичких својстава! Нерђајући челик је једна од најпопуларнијих индустријских легура за многе пројекте ливења, због својих одличних физичких својстава. Доње предности су учиниле делове и производе од нерђајућег челика одрживим избором за многе индустрије и примене, мада су они посебно фаворизовани у сфери медицине, аутомобила, ваздухопловства, здравства и потрошачке електронике. Иако је најбољи и најбржи начин масовне израде делова од нерђајућег челика ливење улагањем, посебно ливење од нерђајућег челика отпорног на корозију, надалеко и широко.
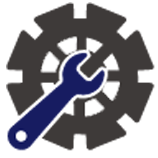
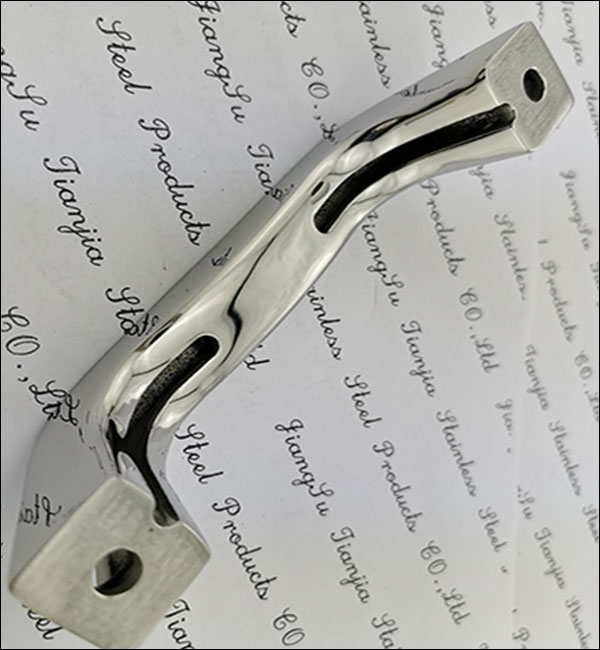
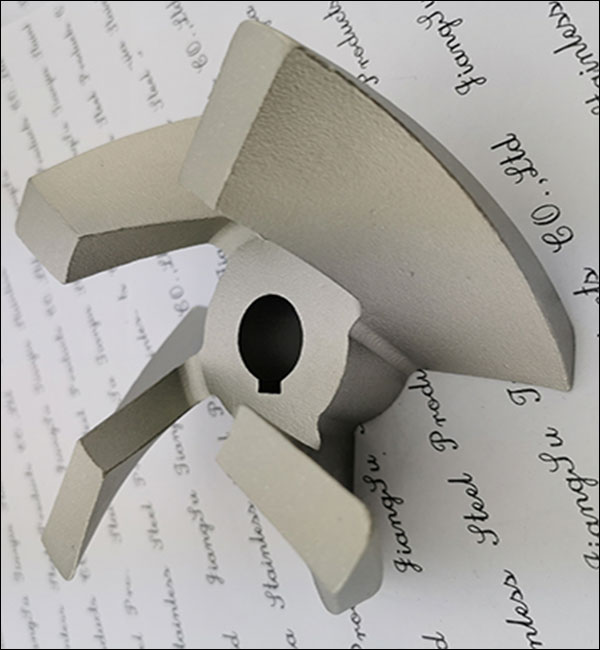
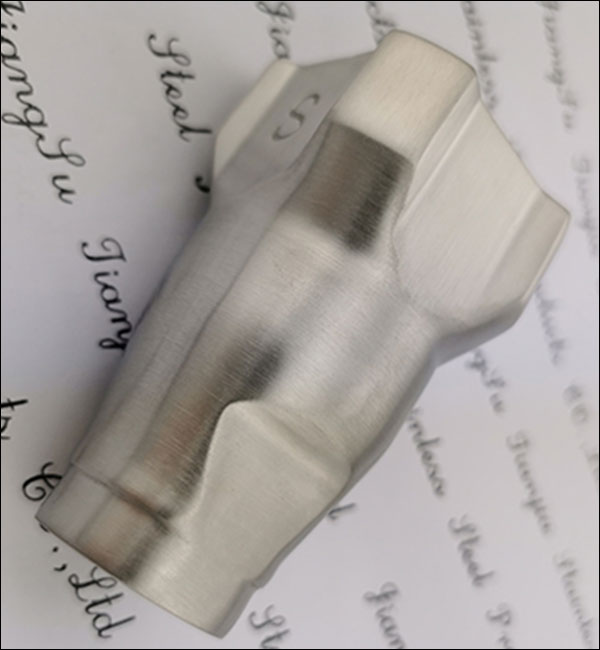
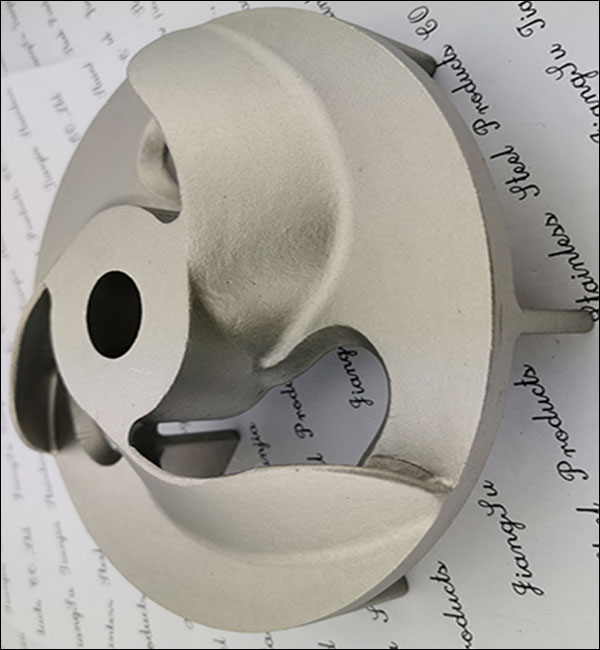
Студије случаја Мингхе за ливење од нерђајућег челика
Услуге израде одливака Мингхе доступне су како за дизајн тако и за стварност, као и за низ малих и великих обима производње ваших делова за ливење алуминијума, делова за ливење цинка, ливење магнезијумом, делова од титанијума, делова за ливење од нерђајућег челика, бакарних делова, делова за ливење челика, ливење од месинга делова и више.







Идите на Преглед додатних студија случаја ливења делова >>>
Изаберите најбољег добављача ливења од нерђајућег челика
Тренутно се наши делови за ливење од нерђајућег челика извозе у Америку, Канаду, Аустралију, Уједињено Краљевство, Немачку, Француску, Јужну Африку и многе друге земље широм света. Ми смо регистровани за ИСО9001-2015 и такође их је сертификовао СГС.
Наша прилагођена услуга израде одливака од нерђајућег челика пружа издржљиве и приступачне одливке који испуњавају ваше спецификације за аутомобилску, медицинску, ваздухопловну, електроничку, прехрамбену, грађевинску, сигурносну, поморску и друге индустрије. Брзо пошаљите упит или пошаљите своје цртеже како бисте у најкраћем року добили бесплатну понуду. Контактирајте нас или пошаљите е-пошту салес@хммингхе.цом да бисте видели како наши људи, опрема и алати могу да донесу најбољи квалитет по најбољој цени за ваш пројекат ливења од нерђајућег челика.
Ми пружамо услуге ливења укључују:
Услуге ливења Мингхе које раде са ливењем песка, ливењем метала, ливењем улагања, ливењем пене и још много тога.
Санд Цастинг
Санд Цастинг је традиционални поступак ливења који користи песак као главни материјал за моделирање за израду калупа. Гравитационо ливење се обично користи за калупе за песак, а ливење под ниским притиском, центрифугално ливење и други поступци такође се могу користити када постоје посебни захтеви. Ливење песком има широк спектар прилагодљивости, могу се користити мали комади, велики комади, једноставни комади, сложени комади, појединачни комади и велике количине.
Трајно ливење калупа
Трајно ливење калупа имају дуг животни век и високу ефикасност производње, не само да имају добру тачност димензија и глатку површину, већ имају и већу чврстоћу од одливака од песка и мања је вероватноћа да ће бити оштећени када се излије исти растопљени метал. Због тога је у масовној производњи одливака од обојених метала средњих и малих, све док тачка топљења одливног материјала није превисока, углавном се даје предност ливењу метала.

Цастинг Инвестмент
Највећа предност инвестиционо ливење је то што инвестицијски одливци имају високу тачност димензија и површинску завршну обраду, могу смањити обраду, али остављају мало додатка за обраду на деловима са већим захтевима. Може се видети да употреба методе ливења улагањем може уштедети много опреме алатних машина и радне сате обраде и у великој мери уштеде металне сировине.
Ливење изгубљене пене
Изгубљено ливење пене је комбиновање модела парафинског воска или пене сличних величини и облику ливења у кластере модела. Након четкања и сушења ватросталних премаза, закопају се у сув кварцни песак за моделирање вибрација и сипају под негативним притиском да би се гасификовао модел. , Течни метал заузима положај модела и формира нову методу ливења након очвршћавања и хлађења.

Дие Цастинг
Ливење подливом је поступак ливења метала, који се одликује применом високог притиска на растопљени метал помоћу шупљине калупа. Калупи су обично израђени од легура веће чврстоће, а овај поступак је донекле сличан бризгању. Већина ливених одливака не садржи гвожђе, као што су цинк, бакар, алуминијум, магнезијум, олово, калај и легуре олова и калаја и њихове легуре. Мингхе је био врх Кине услуга ливења подливом од КСНУМКС.
Центрифугално ливење
Центрифугално ливење је техника и метода убризгавања течног метала у ротирајући калуп велике брзине, тако да се течни метал центрифугално креће да би напунио калуп и формирао одливак. Због центрифугалног кретања, течни метал може добро напунити калуп у радијалном смеру и формирати слободну површину одливака; утиче на процес кристализације метала, побољшавајући тиме механичке и физичке особине одливака.

Ливење под ниским притиском
Ливење под ниским притиском значи да се калуп обично поставља изнад запечаћеног лонца, а компримовани ваздух уводи се у лонац да би на површини растопљеног метала изазвао низак притисак (0.06 ~ 0.15МПа), тако да се растопљени метал подиже из устајне цеви до напунити калуп и контролисати очврснути начин ливења. Ова метода ливења има добро храњење и густу структуру, лако се изливају велики танкослојни сложени одливци, без устаја и стопа поврата метала од 95%. Нема загађења, аутоматизација је једноставна за реализацију.
Вакуум ливење
Вакуум ливење је поступак ливења у коме се метал топи, сипа и кристалише у вакуумској комори. Вакумско ливење може минимизирати садржај гаса у металу и спречити оксидацију метала. Овом методом се могу добити врло захтевни одливци од легираног челика и изузетно лако оксидисани одливци од легуре титана. Мингхе Цастинг има творницу за вакуумско лијевање, што је довољно за рјешавање свих проблема везаних за вакуумско лијевање