Заваривање трењем
ЗАВАРИВАЊЕ ТРЕЋЕМ
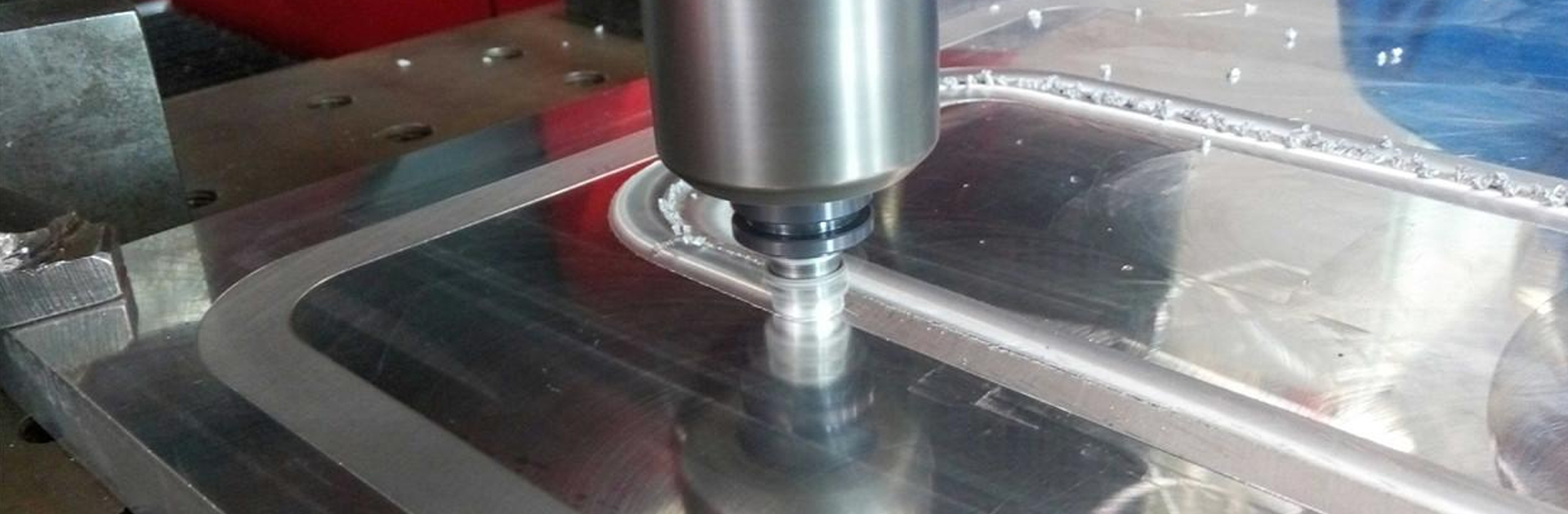
Заваривање трењем односи се на поступак заваривања коришћењем топлоте која настаје трењем контактне површине обратка као извора топлоте да би под дејством под притиском дошло до пластичне деформације.
Под дејством притиска, под дејством константног или инкременталног притиска и обртног момента, релативно кретање између крајева контактних површина за заваривање ствара топлоту трења и топлоту пластичне деформације на површини трења и њеној близини, тако да температура њене близине расте до Распон температуре близу, али углавном нижи од тачке топљења, смањује се отпорност материјала на деформације, побољшава се пластичност и оксидни филм на површини слома се ломи. Под дејством узнемирујућег притиска, пластична деформација и проток материјала праћени су молекуларном дифузијом и рекристализацијом на интерфејсу. Чврста метода заваривања за остваривање заваривања.
Мингхе нуди комплетна решења за заваривање трењем за широк спектар апликација ливења под притиском - са великим портфељем машина и додатном подршком у распону од инжењеринга до сервиса. Као глобални лидер у производњи ливеног ливења, поносимо се тиме што нудимо само најбоље услуге на тржишту. Наша страст за изванредном корисничком услугом води нас ка изврсности. Да бисте сазнали више о нашим услугама или разговарали о могућностима за ваш следећи пројекат, обратите се тиму данас.
Суштина заваривања трењем
Уобичајено је да се металне површине механичких делова лепе и заварују због трења. У процесу резања метала и велике брзине ротације машине често се утврди да су површине два метална дела заварене заједно због трења и топлоте. На пример: током окретања на алату за окретање ствара се изграђена ивица; током бушења, сврдло и обрадак су често повезани заједно; клизни лежај се заглавио услед сагоревања осовине. Наравно, ове ситуације су увек биле незгоде које људи настоје да избегну. Анализирани као феномен заваривања, њихов поступак није савршен, а квалитет заваривања није идеалан.
Међутим, кроз анализу ових појава везивања и заваривања корисно је разумети суштину заваривања трењем.
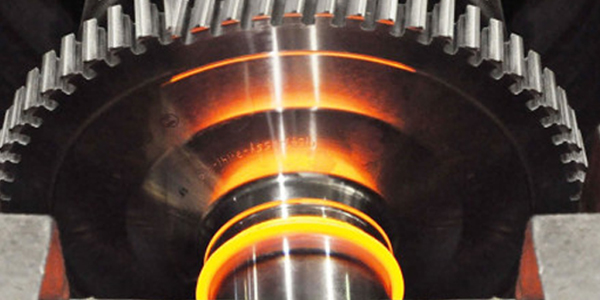
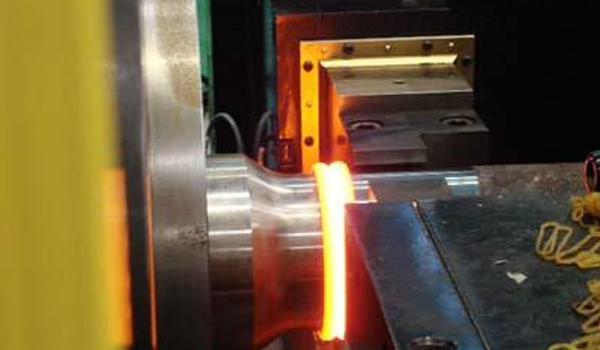
Трење уништава оксидни филм на металној површини. Стварање топлоте трењем смањује чврстоћу метала, али повећава његову пластичност. Метал на површини трења производи пластичну деформацију и проток, који спречава оксидацију метала, подстиче међусобну дифузију атома метала за заваривање и формира снажни заварени спој. Ово је суштина заваривања трењем.
Карактеристике заваривања трењем
Зашто се заваривање трењем врло брзо развија код куће и у иностранству, а његова примена је врло широка, то је зато што има низ предности. Ове предности укључују следеће аспекте:
1. Квалитет заваривања споја је добар и стабилан
Стопа отпада алуминијумско-бакарних прелазних спојева произведених заваривањем трењем при ниским температурама у мојој земљи је мања од 0.01%; фабрика котлова користи заваривање трењем уместо заваривачког заваривања за производњу завојница економајзера, а стопа отпада за заваривање смањена је са 10% на 0.001%. Западна Немачка користи заваривање трењем уместо заваривачког заваривања за производњу издувних вентила аутомобила, а стопа одбијања заваривања пала је са 1.4% на 0.04 ~ 0.01%. Из горњих примера се види да је стопа отпада заваривањем трењем врло ниска, око 1% од опште методе заваривања.
2. Погодно за заваривање различитих челика и различитих метала.
Заваривањем трењем могу се заварити не само обични различити челици, већ и различити челици и различити метали са врло различитим механичким и физичким својствима на собној температури и високој температури, као што је угљенични конструкцијски челик - брзи алатни челик; бакар - нерђајући челик. Поред тога, такође може заварити различите метале који производе крхке легуре, као што су алуминијум-бакар, алуминијум-челик итд.
3. Висока прецизност величине заваривања
За комору за претходно сагоревање дизел мотора произведену заваривањем трењем, максимална грешка укупне дужине је ± 0.1 мм. Неке специјалне машине за заваривање трењем могу осигурати да толеранција дужине заваривања износи 0.2 мм, а ексцентричност мања од 0.2 мм. Стога се заваривање трењем не користи само за заваривање празних места, већ и за заваривање склопљених производа.
4. Апарат за заваривање има малу уштеду енергије и енергије.
У поређењу са заваривањем трењем и заваривањем са бљеском, уштеда енергије је око 80 ~ 90%.
5. Особине заштите животне средине заваривањем трењем
Место заваривања трењем је хигијенско, без варница, лукова и штетних гасова, што погодује заштити животне средине и погодно је за употребу у аутоматским производним линијама са другим напредним методама обраде метала