
Трајно ливење калупа
Шта је трајно ливење калупа
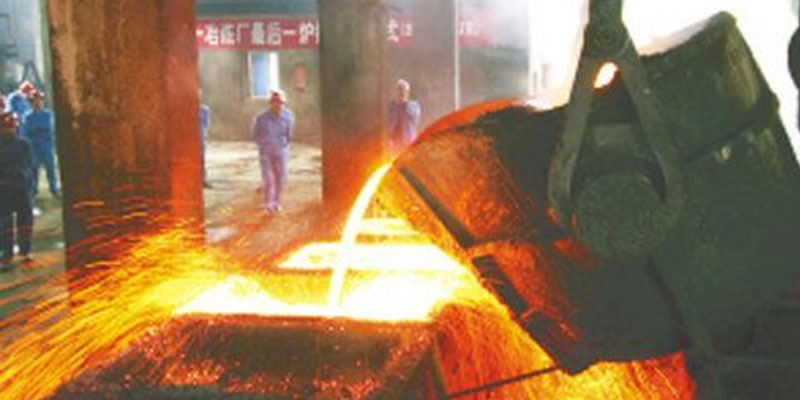
Трајно ливење калупа је поступак ливења метала који користи калупе за вишекратну употребу (такозвани „трајни калупи“, углавном направљени од метала). Коришћење гравитације за пуњење калупа је најчешћи метод, који се назива гравитационо ливење, али постоје и поступци који користе ваздушни притисак или вакуум. Постоји и варијација гравитационог ливења, која се назива метода ливења у битумену, а која се користи за производњу шупљих одливака. Уобичајени метали за ливење укључују легуре алуминијума, магнезијума и бакра. Остали материјали попут калаја, цинка и легура олова, као и челик и гвожђе такође ће се ливети помоћу графитних калупа.
Трајно ливење калупа назива се и ливење метала. То је метода ливења у којој се течни метал улива у металне калупе да би се добио одливак. Калуп је направљен од метала и може се користити више пута (стотине до хиљаде пута). Одливци који се могу произвести ливењем у калупе имају одређена ограничења у погледу тежине и облика. На пример, црни метали могу бити само одливци једноставних облика; тежина одливака не може бити превелика; дебљина зида је такође ограничена, а дебљина зида мањих одливака није могућа за ливење
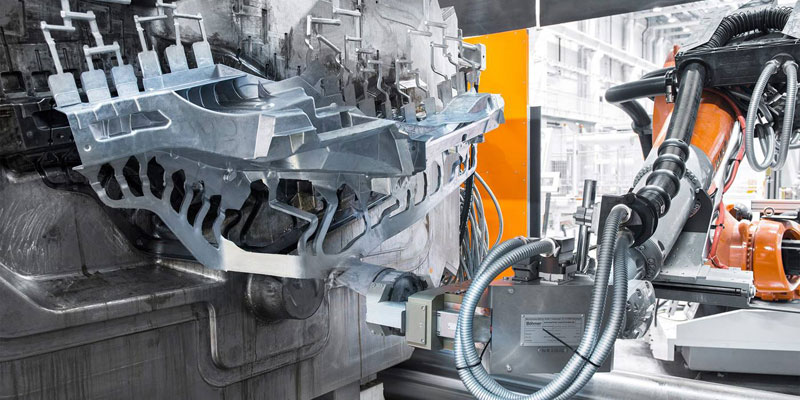
У разним применама које захтевају пројекте масовне производње или репликације, потребан је трајни поступак ливења калупа. У овом процесу калуп је претходно загрејан. Овај корак уклања влагу која може постојати у калупу и спречава пребрзо хлађење растопљеног метала. Предгревање трајног калупа такође може спречити оштећење калупа услед топлотног ширења када се растопљени метал унесе у калуп. Најчешћа метода је употреба гравитације за једноставно сипање течног метала у загрејани калуп. Ова метода је метода са најнижом ценом трајног ливења калупа, јер захтева мање опреме, али није погодна за ситуације када течни метал можда не допире до свих подручја калупа. У случају трајних калупа са детаљима који се морају напунити растопљеним металом, можда ће бити потребан вакуум или притисак који помажу у увођењу метала. У случају трајних калупа потпомогнутих притиском, користи се низак притисак да би се растопљени метал присилио у калуп за ливење. За трајно ливење калупа уз помоћ вакуума, из калупа се извлачи ваздух да би се створио вакуум под ниским притиском, увлачећи метал у калуп. У оба случаја, притисак ће растопљени метал испунити мале просторе и ситне детаље, иначе може покварити ливење. Још једна промена у процесу ливења металних калупа је метода ливења у блату. Овом методом растопљени метал се сипа у калуп и стврдњава око спољне ивице шкољке. Када ливени метал почне да се стврдњава, течни метал у средини ће се излити, остављајући шупље одливке погодне за декорацију и украсне производе.

Мингхе је искусни добављач услуга трајног ливења калупа, произвођач, извозник у Кини, специјализован је за пружање најбољих ОЕМ услуга трајног ливења калупа за врхунске и јефтине металне делове или компоненте, уз рад импресивног асортимана врхунског стања машине за ливење као што су зупчаници, завојнице, наплатци, мењачи, фитинги за цеви, кућишта система за убризгавање горива, клипови мотора мотора итд. Наш напредни уређај за ливење рутински ради са широким спектром материјала, од бакра, месинга, нерђајућег челика, угљенични челик, алуминијум и титан. Увек можемо одабрати одговарајући поступак ливења метала како бисмо испунили ваше захтеве. Наше прилагођене услуге трајног ливења калупа осигуравају да наши купци добију најквалитетније делове за ливење. Пошаљите свој упит или цртање брзо да бисте добили цену за онлине кастинг.
Предности и недостаци трајног ливења калупа
Поређење трајног ливења калупа и ливења песка: Много је предности у технологији и економији.
- - Метални одливци имају виша механичка својства од одливака од песка. За исту легуру његова затезна чврстоћа може се у просеку повећати за око 25%, граница течења може се повећати за око 20% у просеку, а отпорност на корозију и тврдоћа такође су значајно побољшани;
- - Прецизност и површинска обрада одливака већа су од одливака од песка, а квалитет и величина су стабилни;
- - Принос у одливцима је висок, а потрошња течног метала је смањена, углавном се штеди 15-30%;
- - Не користи се песак или мање песка, углавном се може уштедети 80-100% материјала за моделирање;
Поред тога, трајно ливење калупа има високу ефикасност производње; смањује узроке недостатака у ливењу; поступак је једноставан и лако је остварити механизацију и аутоматизацију. Иако трајно ливење калупа има много предности, има и недостатака. Као такав:
- - Трошкови израде металних калупа су високи;
- - врста метала није пропусна за ваздух и нема повлачења, што је лако проузроковати недостатке попут недовољног изливања, пуцања или белог отвора од ливеног гвожђа;
- - У трајном ливењу калупа, радна температура калупа, температура наливања и брзина легуре, време задржавања одливака у калупу и употребљени премаз веома су осетљиви на квалитет одливака и морају се строго контролисати .
Стога, приликом одлуке о усвајању трајног ливења калупа, морају се свеобухватно узети у обзир следећи фактори: облик и тежина одливака морају бити одговарајући; мора бити довољно серија; дозвољен је рок за извршење производног задатка.
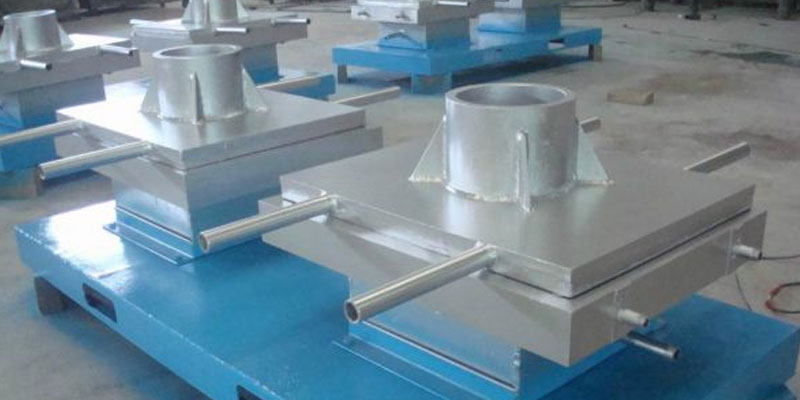
Карактеристике калупа трајног ливења калупа
Метални калупи и калупи за песак имају значајне разлике у перформансама. На пример, калупи за песак имају пропусност ваздуха, док метални калупи немају; калупи за песак имају лошу топлотну проводљивост, метални калупи имају добру топлотну проводљивост, калупи за песак се повлаче, али метални калупи немају. Ове карактеристике металног калупа одређују да он има своја правила у процесу обликовања одливака.
Утицај промене стања гаса у шупљини на обликовање одливака: Када се метал напуни, гас у шупљини мора се брзо испразнити, али метал нема пропусност за гас. Све док се процес занемарује, то ће негативно утицати на квалитет ливења. .
Карактеристике размене топлоте током очвршћавања одливака: када растопљени метал уђе у шупљину, он преноси топлоту на метални зид. Течни метал губи топлоту кроз зид калупа, учвршћује се и скупља, док зид калупа добија топлоту, повећава температуру и истовремено се шири. Као резултат, настаје „празнина“ између одливака и зида калупа. Пре него што систем „ливење-зазор-метални калуп“ достигне исту температуру, ливење се може сматрати хлађењем у „празнини“, док се метални зид калупа загрева кроз „процеп“.
Метални калуп спречава утицај скупљања на одливке: метални калупи или металне језгре се не повлаче током процеса очвршћавања одливака и ометају скупљање одливака. То је још једна његова карактеристика
Сценариј производње различитих врста трајног ливења калупа
Мингхе се увек придржава захтева купаца и стандарда услуге компаније. У било којој вези дизајна калупа, склапања калупа, отклањања грешака у калупу, пробне производње калупа, процеса ливења итд., Постоје посвећени инжењери који вас држе на телефону;

| Трајни поступак ливења калупа (1)▶ |

| Трајни поступак ливења калупа (2)▶ |

| Трајни поступак ливења калупа (3)▶ |
| Трајни поступак ливења калупа (4)▶ |
| Трајни поступак ливења калупа (5)▶ |
| Трајни поступак ливења калупа (6)▶ |

| Трајни поступак ливења калупа (7) ▶ |

| Трајни поступак ливења калупа (8)▶ |
Студије случаја Мингхе о трајном ливењу калупа
Услуге израде одливака Мингхе доступне су како за дизајн тако и за стварност, као и за низ малих и великих обима производње делова за ливење под притиском, делова за ливење песка, делова за ливење улагања, делова за ливење метала, делова за ливење пене и још много тога.







Идите на Преглед додатних студија случаја ливења делова >>>
Изаберите најбољег сталног добављача ливења калупа
Тренутно се наши делови за ливење калупа извозе у Америку, Канаду, Аустралију, Уједињено Краљевство, Немачку, Француску, Јужну Африку и многе друге земље широм света. Ми смо регистровани за ИСО9001-2015 и такође их је сертификовао СГС.
Наша прилагођена услуга трајне израде калупа за ливење калупа пружа издржљиве и приступачне одливке који испуњавају ваше спецификације за аутомобилску, медицинску, ваздухопловну, електроничку, прехрамбену, грађевинску, сигурносну, поморску и друге индустрије. Брзо пошаљите свој упит или пошаљите своје цртеже да бисте у најкраћем року добили бесплатну понуду. Контактирајте нас или пошаљите е-пошту салес@хммингхе.цом да бисте видели како наши људи, опрема и алати могу донијети најбољи квалитет по најбољој цијени за ваш пројекат трајног лијевања калупа.
Ми пружамо услуге ливења укључују:
Услуге ливења Мингхе које раде са ливењем песка, ливењем метала, ливењем улагања, ливењем пене и још много тога.
Санд Цастинг
Санд Цастинг је традиционални поступак ливења који користи песак као главни материјал за моделирање за израду калупа. Гравитационо ливење се обично користи за калупе за песак, а ливење под ниским притиском, центрифугално ливење и други поступци такође се могу користити када постоје посебни захтеви. Ливење песком има широк спектар прилагодљивости, могу се користити мали комади, велики комади, једноставни комади, сложени комади, појединачни комади и велике количине.
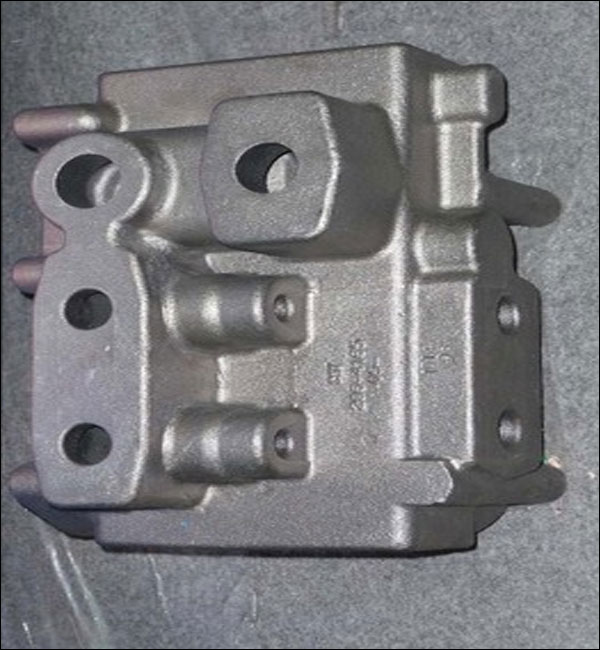
Трајно ливење калупа
Трајно ливење калупа имају дуг животни век и високу ефикасност производње, не само да имају добру тачност димензија и глатку површину, већ имају и већу чврстоћу од одливака од песка и мања је вероватноћа да ће бити оштећени када се излије исти растопљени метал. Због тога је у масовној производњи одливака од обојених метала средњих и малих, све док тачка топљења одливног материјала није превисока, углавном се даје предност ливењу метала.

Цастинг Инвестмент
Највећа предност инвестиционо ливење је то што инвестицијски одливци имају високу тачност димензија и површинску завршну обраду, могу смањити обраду, али остављају мало додатка за обраду на деловима са већим захтевима. Може се видети да употреба методе ливења улагањем може уштедети много опреме алатних машина и радне сате обраде и у великој мери уштеде металне сировине.
Ливење изгубљене пене
Изгубљено ливење пене је комбиновање модела парафинског воска или пене сличних величини и облику ливења у кластере модела. Након четкања и сушења ватросталних премаза, закопају се у сув кварцни песак за моделирање вибрација и сипају под негативним притиском да би се гасификовао модел. , Течни метал заузима положај модела и формира нову методу ливења након очвршћавања и хлађења.

Дие Цастинг
Ливење подливом је поступак ливења метала, који се одликује применом високог притиска на растопљени метал помоћу шупљине калупа. Калупи су обично израђени од легура веће чврстоће, а овај поступак је донекле сличан бризгању. Већина ливених одливака не садржи гвожђе, као што су цинк, бакар, алуминијум, магнезијум, олово, калај и легуре олова и калаја и њихове легуре. Мингхе је био врх Кине услуга ливења подливом од КСНУМКС.
Центрифугално ливење
Центрифугално ливење је техника и метода убризгавања течног метала у ротирајући калуп велике брзине, тако да се течни метал центрифугално креће да би напунио калуп и формирао одливак. Због центрифугалног кретања, течни метал може добро напунити калуп у радијалном смеру и формирати слободну површину одливака; утиче на процес кристализације метала, побољшавајући тиме механичке и физичке особине одливака.

Ливење под ниским притиском
Ливење под ниским притиском значи да се калуп обично поставља изнад запечаћеног лонца, а компримовани ваздух уводи се у лонац да би на површини растопљеног метала изазвао низак притисак (0.06 ~ 0.15МПа), тако да се растопљени метал подиже из устајне цеви до напунити калуп и контролисати очврснути начин ливења. Ова метода ливења има добро храњење и густу структуру, лако се изливају велики танкослојни сложени одливци, без устаја и стопа поврата метала од 95%. Нема загађења, аутоматизација је једноставна за реализацију.
Вакуум ливење
Вакуум ливење је поступак ливења у коме се метал топи, сипа и кристалише у вакуумској комори. Вакумско ливење може минимизирати садржај гаса у металу и спречити оксидацију метала. Овом методом се могу добити врло захтевни одливци од легираног челика и изузетно лако оксидисани одливци од легуре титана. Мингхе Цастинг има творницу за вакуумско лијевање, што је довољно за рјешавање свих проблема везаних за вакуумско лијевање